I recently ran across an example of a QC Circle presentation from Toyota Motor Corporation. This was one of the award winning presentations at the corporate level that came from my former engine plant. Things have changed since I left the company! When I worked for Toyota QC Circle presentations were still being done either on flip charts or on overhead projectors. Today of course laptops have been a presence in the work site for quite some time and this technology has influenced how presentations are made. Things have apparently gotten a lot fancier?
QC Circles are a basic method in Toyota used for developing employees in the basics of problem solving and eliminating some problems in the employees realm of control. The steps for QC Circles follow the logic of Plan-Do-Check-Act just as A3 reports do as well. QC Circle reports however are usually not summarized onto a single page in order to allow the members to present more detail. Typically the QC Circle reports include but are not limited to:
- Title
- Member Introduction
- Background and Context
- Reasons for Selection
- Current Situation
- Goal for the Project
- Analysis of the Problem
- Countermeasures
- Plan for Implementation
- Results and Confirmation of Effect
- Remaining Steps and Standardization
- Reflection Points
Here is an example of an award winning presentation at a plant wide competition from a couple of years ago. It contains 24 presentation slides which I thought was somewhat excessive. However I must admit the level of detail and accomplishment was very impressive. The content is in Japanese so it probably won’t help many people. I’ll translate the headings which will appear below each image. For more detail click on each picture and you should see a few more words of description if interested. There is not enough room to fully translate the images but this summary should help you get the high level picture at least of what production teams do inside of Toyota in a QC circle activity.
-

- 1) Circle Introduction
-

- 2) Title of the QC Circle Project
-

- 3) Background Reason for Selection – 1
-
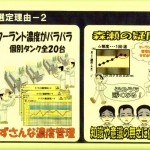
- 4) Background Reason for Selection – 2
-

- 5) Background for Selection – 3
-
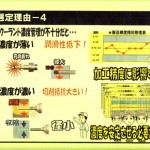
- 6) Background Reason for Selection – 4
-
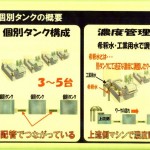
- 7) Outline of Coolant Tank System
-
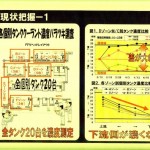
- 8) Current Situation – 1
-
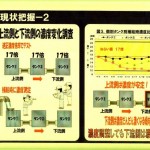
- 9) Current Situation – 2
-
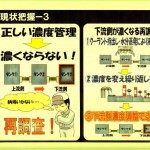
- 10) Current Situation – 3
-

- 11) Goal Setting
-
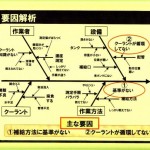
- 12) Root Cause Analysis
-

- 13) Cause Factor 1
-
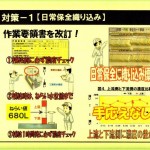
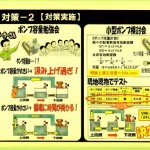
- 14) Countermeasure 1
-

- 15) Cause Factor 2
-

- 16) Cause Factor 2 Continued
-

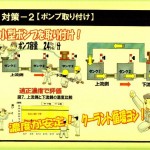
- 17) Countermeasure 2
-
- 18) Countermeasure 2 Continued
-
- 19) Countermeasure 2 Continued
-
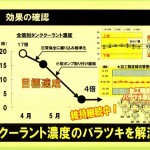
- 20) Effect Confirmation
-

- 21) Effect Confirmation Continued
-

- 22) Standardization
-
- 23) Reflection Points and Next Steps
-
- 24) Team Comment
In short the team achieved their goal of reducing the amount of concentration variation in the coolant tanks. This in turn reduced defects in machining and eliminated tool breakage problems on the machines as well. In addition the team increased their own knowledge about the importance of coolant in the machining of the component. Lastly they improved their morale and confidence to do other such improvements in their work area. The results of this effort were also communicated to other areas in the company to capture the gains.
Toyota has been engaged in QC Circles since the early 1960’s as part of their TQC program. This group of production team members in the activity outlined above probably had experience levels of anywhere from one to ten years in the company. After 50 years of similar ongoing improvements Toyota is at such a stage that 0.05% defect levels in machining are deemed “problematic” and worth of efforts such as this one.
FYI – No claim was made in the post or on the site that Toyota was the first to use QC circles so not sure what your point really is…Might want to re-read the above more carefully.
In terms of actual Toyota history the company TQC program actually officially started in Toyota in June of 1961. A precursor Quality Control Committee was up and running a year before that in March of 1960 based upon some experiences with the Corona vehicle model PT20. QC activities company wide and audits were common in 1962. Specific QC circles reflecting small group activity (not just senior managers) and presentations were regular in ’63 and beyond.
Many other companies followed this path in Japan due to the influence of JUSE, Prof. Ichiro Ishikawa, his son Prof. Kaoru Ishikawa and others far too many to name.
Per your specific comment: “I am not sure why you single out Toyota”. Toyota is singled out because this site (as the name implies) pertains to the topic of the book A3 Thinking and the Toyota Production System – it is not a site on QC circles or their history although there is a related post or two on the topic.
Per your specific comment: “Interesting yes but misleading if I may say so”. Not misleading in the least if you read the book and bother to look at the website in entirely.
I suggest that you highlight exactly what you find misleading in the post above rather than make inaccurate blanket statements. That would be more productive and less prone to error.